مشاكل خطوط رقائق البولي إيثيلين (PE) النموذجية التي تستدعي طلب عروض أسعار (RFQ)
- •التفاف الرقائق، أو تلطخها، أو ارتفاع درجة حرارتها في مرحلة تقليل الحجم أو التكثيف الأولى
- •تفقد سكاكين المحبب حدتها بسرعة وتصبح المادة الناتجة عن إعادة الطحن هشة أو مغبرة أو غير متسقة
- •لا يزال بإمكان خط الإنتاج العمل، ولكن جودة الحبيبات تنخفض لأن القاطع أو سكين القاعدة أو مجموعة الضاغط لم تعد متوافقة
- •لا يملك المشتري سوى عينة مهترئة أو مرجع من الشركة المصنعة الأصلية (OEM) ويحتاج إلى مسار استبدال عملي وسريع
لماذا تحتاج خطوط إعادة تدوير رقائق البولي إيثيلين (PE) إلى سكاكين متوافقة مع مراحل التشغيل
تختلف إعادة تدوير رقائق البولي إيثيلين (PE) عن طحن البلاستيك الصلب لأن المادة تتحرك وتتمدد وتسخن وتلتف. لا يفشل خط إنتاج الرقائق بسبب كون الشفرة غير حادة فحسب، بل غالباً ما يفشل لأن هندسة السكين وحالة الحافة ومرحلة الماكينة لم تعد متوافقة مع التغذية الفعلية: سواء كانت زوائد صناعية، أو رقائق مغسولة، أو رقائق متسخة بعد الاستهلاك، أو خردة مطبوعة مختلطة.
ولهذا السبب يبحث المشترون الجادون عنسكاكين تمزيق رقائق البولي إيثيلين (PE)،سكاكين ضاغط القاطع، أوسكاكين تحبيب الرقائقبدلاً من الاكتفاء بمصطلحات السكاكين الصناعية العامة. فهم لا يشترون شفرة عالمية واحدة، بل يحاولون تثبيت سلسلة من مراحل الماكينة التي تتفاعل جميعها بشكل مختلف مع الحرارة والتلوث وخلوص السكين.
في خطوط إنتاج الأفلام، يمكن للسكين التي "تتناسب" مع المعدات ولكنها تتسبب في زيادة السحب أو الحرارة أو النواتج الثانوية (الزغب) أن تؤدي بهدوء إلى خفض معدل الإنتاجية وتناسق الحبيبات قبل توقف الخط بالكامل. وهذا هو السبب التجاري الحقيقي لبناء صفحة طلب عرض أسعار (RFQ) مخصصة لتطبيق معين لسكاكين إعادة تدوير الأفلام.
أماكن تواجد السكاكين في خطوط غسل وإعادة تدوير أفلام البولي إيثيلين (PE)
قد يشتمل خط إعادة تدوير أفلام البولي إيثيلين (PE) النموذجي على عدة مراحل للقطع. لا تملك كل محطة نفس التصميم، ولكن معظم المشترين يتعاملون مع واحد على الأقل من المواقع التالية:
- سكاكين آلة التقطيع (الشيدر) أحادية العمودللقطع الأولي للبالات أو اللفائف أو تغذية الأفلام الضخمة قبل الغسل أو الضغط.
- سكاكين آلات التكثيف (Agglomerator) أو آلات التقطيع والكبس (Cutter-compactor)لتكثيف الأفلام الخفيفة والتحكم في الحرارة واستقرار التغذية قبل البثق.
- سكاكين المحببللقطع الثانوي، أو تقليل حجم الأفلام المغسولة، أو استعادة الزوائد.
- السكاكين الثابتة (Bed knives) أو سكاكين العضو الساكن (Stator knives)كمرجع ثابت يتحكم فعلياً في فجوة القطع الحقيقية.
- شفرات آلات التحبيب (Pelletizer)للمرحلة النهائية من التقطيع عندما يكون خط الإنتاج قيد التشغيل بالفعل في إعادة التحبيب أو مخرجات المركبات.
تعتمد خطة الاستبدال الصحيحة على مكان ظهور العطل الحالي. قد يحتاج المشتري الذي يطلب "سكاكين إعادة تدوير الأفلام" إلى المساعدة في مرحلة واحدة فقط، ولكن الأعراض غالبًا ما تنتشر إلى المراحل اللاحقة إذا كانت مجموعة السكاكين في المراحل الأولية غير مناسبة.
كيف يغير نوع تغذية الفيلم وظيفة السكين
تتصرف حواف التشذيب النظيفة بشكل مختلف تمامًا عن الأفلام الملوثة بعد الاستهلاك. لا يزال بإمكان أفلام LDPE وLLDPE المغسولة أن تولد حرارة وتسبب مشاكل في الالتفاف، ولكن الأفلام المطبوعة، أو الأفلام الزراعية، أو التلوث المختلط تضع ضغطًا أكبر على المتانة، واستقرار الحافة، وفترات الصيانة.
من الناحية العملية، يجب على المشترين فصل طلب عرض الأسعار (RFQ) حسب حالة التغذية:
- الأفلام الصناعية (Post-industrial film)غالبًا ما تتطلب جودة حافة مستقرة، ونسبة غبار منخفضة، وقابلية لإعادة الشحذ بشكل متكرر.
- الأفلام المغسولة بعد الاستهلاك (Washed post-consumer film)لا تزال بحاجة إلى توازن في التآكل لأن الرطوبة، والملصقات، وبقايا التلوث يمكن أن تغير من أداء خط الإنتاج.
- رقائق بلاستيكية متسخة أو مختلطةقد تتطلب صلابة أكثر تحفظاً وخطة استبدال تأخذ في الاعتبار الصدمات، والسحب، وعادات الشحذ الخاصة بالمشغل.
لأقرب عائلات المنتجات، قارن بينسكاكين آلات التقطيع أحادية العمود،سكاكين آلات التقطيع والضغط،سكاكين المحبب، وشفرات محببات.
أنماط التآكل والفشل الشائعة في خطوط الرقائق البلاستيكية
غالباً ما تظهر خطوط الرقائق البلاستيكية أعراضاً أكثر ليونة ولكنها أكثر تكلفة من خطوط البلاستيك الصلب. فبدلاً من التكسر الكبير فقط، قد يلاحظ المصنع علامات حرارية، أو تقطيعاً لزجاً، أو تغذية غير مستقرة، أو مواد معاد طحنها أكثر كثافة، أو تغيرات في الكريات بعد عدة نوبات عمل. هذه الأعراض هي علامات تحذير تجارية لأن الخط قد يستمر في العمل بينما تنخفض جودة المنتج والإنتاجية.
- الالتفاف والسحبيشيران غالباً إلى أن السكين تحتك أو تسحب بدلاً من القطع بشكل نظيف.
- التلطخ أو ارتفاع درجة الحرارةيمكن أن يشير إلى حالة الحافة، أو عدم تطابق المراحل، أو هندسة سكين الضاغط التي لم تعد مناسبة للتغذية.
- فقدان الحدة السريعقد يكون ناتجاً عن التلوث، أو الحرارة، أو ممارسات الشحذ الضعيفة، أو عدم التوازن الصحيح بين مقاومة التآكل والمتانة.
- المواد المعاد طحنها المتربة أو الهشةيعني عادةً أن عملية القطع أصبحت أقل تحكماً، خاصةً عند تآكل سكاكين القاعدة (bed knives).
- عدم اتساق الكرياتقد يبدأ في مراحل مبكرة من خط الإنتاج، حتى عندما يلاحظه المشترون فقط عند آلة التحبيب (pelletizer).
كيفية التفكير في الفولاذ، واستراتيجية الحافة، والاستبدال المزدوج
لا يوجد نوع فولاذ واحد هو الأفضل لكل خط إنتاج أفلام البولي إيثيلين (PE). غالباً ما يقارن المشترون بين خيارات D2، أو SKD11، أو HSS، أو الخيارات ذات الرؤوس المصنوعة من الكربيد، أو قطع الغيار المطابقة للمواصفات الأصلية (OEM). السؤال الأفضل هو: أي نمط تآكل يضر بالخط حالياً؟ هل هو الحرارة الزائدة، أم الاستدارة المفرطة، أم التكسر المبكر، أم عدم استقرار القطع بعد إعادة الشحذ.
في خطوط إنتاج الأفلام، تهم استراتيجية الحافة بقدر أهمية درجة المادة. قد لا تساعد درجة المادة ذات مقاومة التآكل الأعلى إذا كان المصنع يعاني فعلياً من مشكلة في الخلوص، أو المحاذاة، أو مجموعة القطع المزدوجة. ينطبق هذا بشكل خاص عندما يتم استبدال سكين الدوار (rotor knife) بينما تظل سكين القاعدة، أو سكين العضو الثابت (stator knife)، أو الجزء المقابل في آلة الضغط (compactor) متآكلة.
للمقارنات بين أنواع الفولاذ، ابدأ بـدليل اختيار الشفرات. ولتخطيط الصيانة، قم بإقرانها بـمقال الصيانةوقم بتضمين الأعراض الفعلية في طلب عرض السعر (RFQ) بدلاً من الاكتفاء بطلب أقسى درجة متوفرة.
ما يجب إرساله للحصول على عرض سعر سريع لسكاكين إعادة تدوير رقائق البولي إيثيلين (PE)
تجمع طلبات عروض الأسعار (RFQs) الأسرع لسكاكين رقائق البولي إيثيلين بين بيانات الملاءمة وسياق العملية. حتى في حالة عدم وجود رسم هندسي مثالي من الشركة المصنعة للمعدات الأصلية (OEM)، فإن الصور الجيدة ووصف الخط الواضح عادة ما يدفعان عملية المراجعة إلى الأمام بسرعة.
- العلامة التجارية للماكينة والطراز، إن وجدا
- مرحلة الآلة: آلة التمزيق (shredder)، أو آلة الضغط والقطع (cutter compactor)، أو المحبب (granulator)، أو السكين الثابت (bed knife)، أو العضو الساكن (stator)، أو آلة التحبيب (pelletizer)
- نوع التغذية: زوائد نظيفة، رقائق مغسولة، رقائق ما بعد الاستهلاك، رقائق مطبوعة، أكياس منسوجة، أو بلاستيك لين مختلط
- العرض الحالي: الالتفاف، التلطخ، الحرارة، قصر العمر الافتراضي، الغبار، عدم استقرار المادة المعاد طحنها، أو عدم اتساق الحبيبات
- أبعاد الشفرة، ونمط الثقوب، وصور تلامس القاعدة
- صور للشفرة القديمة من الأمام، ومن الجانب، ومن مواضع تلامس الحامل
- الكمية المطلوبة، وتوقعات دورة الشحذ، وبلد المقصد
إذا كان فريقك يقوم بالتوريد لجنوب شرق آسيا، فإن طلبات عروض الأسعار (RFQs) للتصدير تكون أسهل عندما تذكر أيضاً ما إذا كان العمل موجهاً لجهة إعادة تدوير، أو تاجر آلات، أو مقاول خدمات، أو تاجر قطع غيار. استخدم الـصفحة الاتصالأو نموذج الاستفسار أدناه واذكر أن العمل مخصص لخط إعادة تدوير رقائق البولي إيثيلين (PE film).
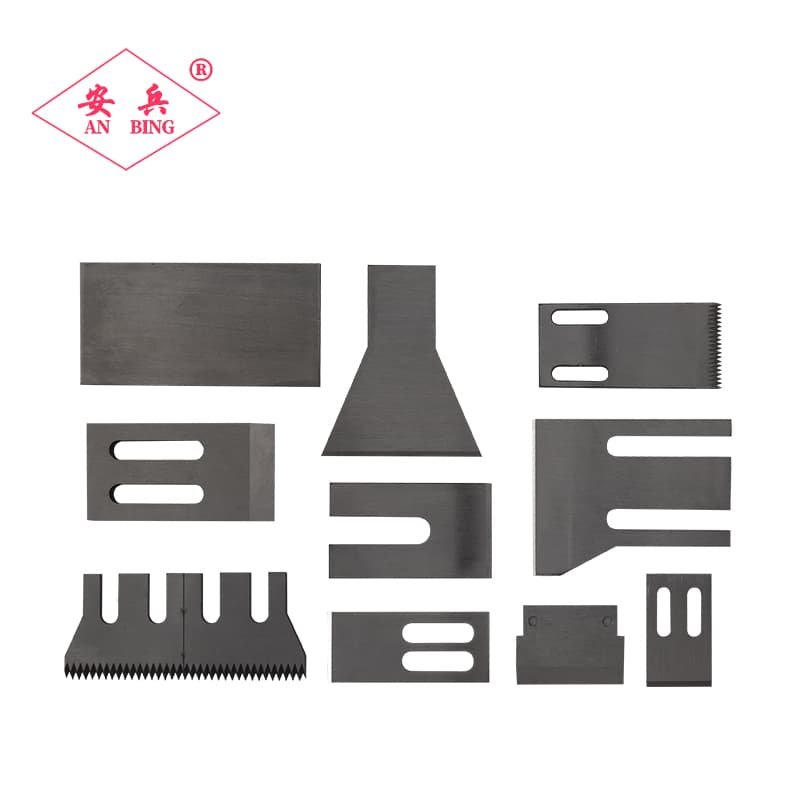
قطع ممثلة لهذا الخط
استخدم أقرب شكل كمرجع لطلب العرض ثم أرسل المقاسات أو صور السكين المستعمل.

SSK-002
سكين شريدر أحادي العمود
سكين شريدر أحادي العمود مخصص لتطبيقات سكاكين الشريدر أحادي العمود. الخامات الشائعة: D2 / SKD11 / carbide-tipped alloy steel. الاستخدامات المعتادة: معدات شريدر أحادي العمود / تقطيع الفيلم والأكياس المنسوجة / التمزيق الأولي للمطاط والإطارات.
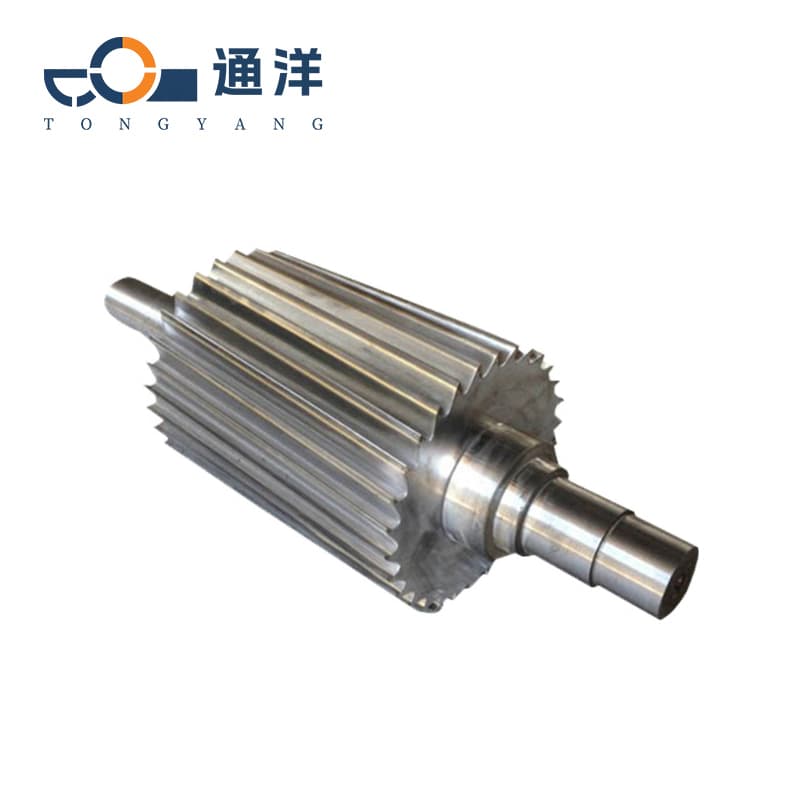
PGK-004
سكين قطع جرانولاتور
سكين جرانولاتور بلاستيك مخصص لتطبيقات سكاكين الجرانولاتور البلاستيكي. الخامات الشائعة: SKD11. الاستخدامات المعتادة: خطوط تحبيب البلاستيك / قص الفيلم والأكياس المنسوجة / استرجاع الزوائد.
GBK-001
سكين جرانولاتور ثابت
سكين سرير جرانولاتور مخصص لتطبيقات سكاكين السرير الثابت للجرانولاتور. الخامات الشائعة: SKD11 / D2 / HSS / tungsten carbide. الاستخدامات المعتادة: استبدال سكاكين السرير / طحن PET والبلاستيك الصلب / تحبيب الفيلم والأكياس المنسوجة.

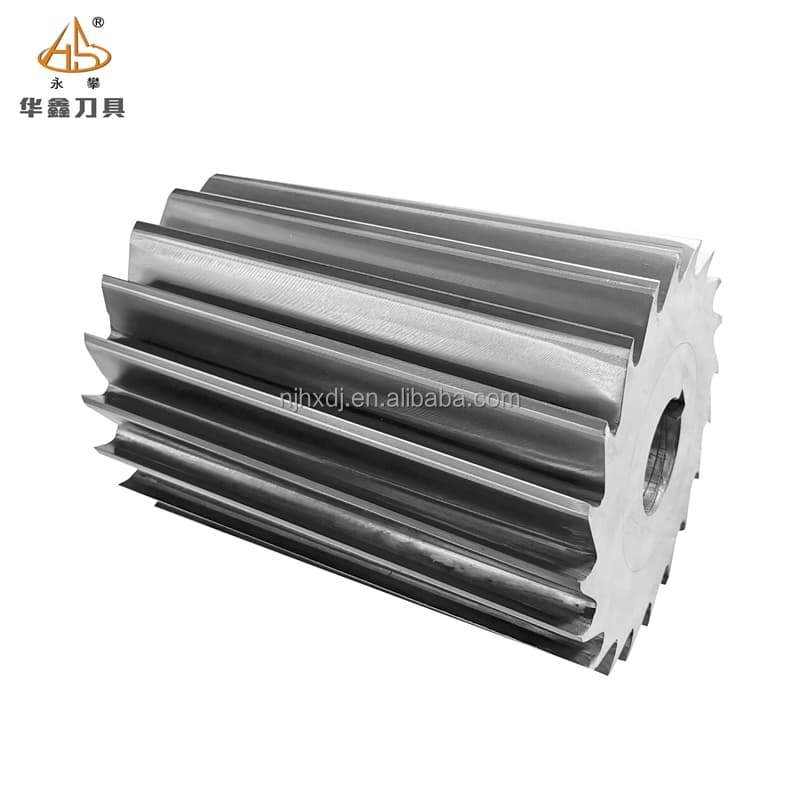
CCK-006
سكين كتر كومباكتور (EREMA)
سكين كتر كومباكتور مخصص لتطبيقات سكاكين الكتر كومباكتور / الأجلوميراتور. الخامات الشائعة: D2 / SKD11 / HSS / alloy steel. الاستخدامات المعتادة: خطوط كتر كومباكتور للفيلم / تكثيف وتكتيل البلاستيك / ضغط قبل التحبيب.
PPB-008
شفرة بيلتايزر للخيط أو لوجه القالب
شفرة بيلتايزر مخصص لتطبيقات شفرات البيلتايزر. الخامات الشائعة: D2 / SKD11 / M2 / HSS. الاستخدامات المعتادة: تحبيب بالخيوط / تحبيب على وجه القالب / إنتاج حبيبات بلاستيك معاد تدويرها.
فئات السكاكين المرتبطة
مقالات مرتبطة
الأسئلة الشائعة حول سكاكين إعادة تدوير رقائق البولي إيثيلين (PE film)
ما هي السكاكين التي تُستخدم عادةً في خط إعادة تدوير رقائق البولي إيثيلين (PE film)؟+
لماذا تختلف أسباب تلف سكاكين أفلام البولي إيثيلين (PE) عن سكاكين البلاستيك الصلب؟+
هل نحتاج إلى استبدال سكاكين القاعدة أو الأجزاء المقابلة لها مع سكاكين الدوار (rotor)؟+
هل يمكنكم تقديم عرض سعر لسكاكين إعادة تدوير الأفلام بناءً على عينات قديمة أو صور؟+
هل تتوفر سكاكين ضاغط التقطيع وشفرات التحبيب المتوافقة مع معدات EREMA؟+
هل تدعمون طلبات التصدير لشركات إعادة تدوير الأفلام في جنوب شرق آسيا؟+
هل تحتاج إلى سكاكين إعادة تدوير أفلام PE مطابقة لمرحلة خط الإنتاج الفعلي لديك؟
أرسل صورة السكين الحالية، ومرحلة الماكينة، وحالة التغذية، والأعراض الرئيسية التي تواجهها. يمكننا مراجعة مواقع السكاكين في آلات التقطيع (shredder)، أو الضاغط (compactor)، أو المحبب (granulator)، أو السكاكين الثابتة (bed knife)، أو آلات التحبيب (pelletizer) واقتراح أقرب مسار للاستبدال.