Teklif taleplerinin (RFQ) arkasındaki tipik PE film hattı sorunları
- •Film, ilk boyut küçültme veya yoğunlaştırma aşamasında sarar, bulaşır veya aşırı ısınır
- •Granülatör bıçakları keskinliğini hızla kaybeder ve geri dönüştürülmüş malzeme kabarık, tozlu veya tutarsız hale gelir
- •Hat çalışmaya devam edebilir ancak kesici, sabit bıçak veya kompaktör seti artık uyumlu olmadığı için granül kalitesi düşer
- •Alıcının elinde yalnızca aşınmış bir numune veya OEM referansı bulunur ve hızlı bir şekilde pratik bir yedek parça çözümüne ihtiyaç duyar
PE film geri dönüşüm hatları neden aşamaya uygun bıçaklara ihtiyaç duyar?
PE film geri dönüşümü, malzeme hareket ettiği, esnediği, ısındığı ve sardığı için sert plastik öğütmeden farklıdır. Bir film hattı sadece bıçak köreldiği için arızalanmaz. Genellikle bıçak geometrisi, kesici ağız durumu ve makine aşaması; endüstriyel fire, yıkanmış film, kirli tüketici sonrası film veya karışık baskılı hurda gibi gerçek besleme malzemesine artık uyum sağlamadığı için arızalanır.
Ciddi alıcılarınPE film parçalayıcı bıçakları,kesici kompaktör bıçaklarıveyafilm granülatör bıçaklarıyerine sadece genel endüstriyel bıçak terimleri. Tek bir evrensel bıçak satın almıyorlar. Isıya, kirlenmeye ve bıçak boşluğuna karşı farklı tepkiler veren bir dizi makine aşamasını stabilize etmeye çalışıyorlar.
Film hatlarında, "uyumlu" olan ancak daha fazla sürtünme, daha fazla ısı veya daha fazla çapak yaratan bir bıçak, hat tamamen durmadan çok önce verimi ve granül tutarlılığını sessizce düşürebilir. Film geri dönüşüm bıçakları için uygulamaya özel bir teklif talebi (RFQ) sayfası oluşturmanın gerçek ticari nedeni budur.
PE film yıkama ve geri dönüşüm hatlarında bıçakların bulunduğu yerler
Tipik bir PE film geri dönüşüm hattı birkaç kesim aşaması içerebilir. Her tesis aynı yerleşime sahip değildir, ancak çoğu alıcı aşağıdaki pozisyonlardan en az biriyle uğraşmaktadır:
- Tek şaftlı parçalayıcı bıçaklarıyıkama veya kompaktör öncesinde balyaların, ruloların veya hacimli film beslemelerinin ön kesimi için.
- Kesici-sıkıştırıcı veya aglomere bıçaklarıhafif filmlerin yoğunlaştırılması ve ekstrüzyon öncesinde ısı ve besleme stabilitesinin kontrol edilmesi için.
- Granülatör bıçaklarıikincil kesim, yıkanmış film boyut küçültme veya fire geri kazanımı için.
- Yatak bıçakları veya stator bıçaklarıgerçek kesme boşluğunu fiilen kontrol eden sabit referans olarak.
- Granül kesme bıçaklarıhattın halihazırda yeniden peletleme veya bileşik çıktısı aldığı nihai kesim aşaması içindir.
Doğru değişim planı, mevcut arızanın nerede ortaya çıktığına bağlıdır. “Film geri dönüşüm bıçakları” talebinde bulunan bir alıcı, aslında sadece tek bir aşamada yardıma ihtiyaç duyuyor olabilir, ancak yukarı akış bıçak seti zaten hatalıysa semptomlar genellikle aşağı akışa yayılır.
Film besleme türü bıçak işini nasıl değiştirir
Temiz kenar kırpıntısı, kirli tüketici sonrası filmden çok farklı davranır. Yıkanmış LDPE ve LLDPE film yine de ısı ve sarma sorunları yaratabilir, ancak baskılı film, tarımsal film veya karışık kirlilik; tokluk, kenar stabilitesi ve bakım aralıkları üzerinde daha fazla baskı oluşturur.
Uygulamada, alıcılar fiyat teklifi taleplerini (RFQ) besleme koşuluna göre ayırmalıdır:
- Endüstriyel sonrası filmgenellikle kararlı kenar kalitesine, düşük toza ve tekrarlanabilir bileme özelliklerine değer verir.
- Yıkanmış tüketici sonrası filmnem, etiketler ve kalan kirlilikler hat davranışını değiştirebileceğinden hala dengeli bir aşınma direncine ihtiyaç duyar.
- Kirli veya karışık filmdaha temkinli bir sertlik derecesi ile darbe, sürüklenme ve operatörün bileme alışkanlıklarını dikkate alan bir değişim planı gerektirebilir.
En yakın ürün aileleri için şunları karşılaştırın:tek şaftlı parçalayıcı bıçakları,kesici-sıkıştırıcı bıçaklarını,granülatör bıçaklarıvepeletleme bıçakları.
Film hatlarında yaygın aşınma ve arıza modelleri
Film hatları, sert plastik hatlarına kıyasla genellikle daha hafif ancak daha maliyetli belirtiler gösterir. Tesis, sadece ciddi kırılmalar yerine; ısı izleri, yapışkan kesim, dengesiz besleme, daha kabarık granül veya birkaç vardiyadan sonra pelet değişiklikleri görebilir. Hat çalışmaya devam etse de ürün kalitesi ve verimlilik düştüğü için bu belirtiler ticari uyarı işaretleridir.
- Sarma ve sürüklenmegenellikle bıçağın temiz bir şekilde kesmek yerine sürtündüğünü veya çektiğini gösterir.
- Bulaşma veya aşırı ısınmakenar durumu, kademe uyumsuzluğu veya artık beslemeye uygun olmayan kompaktör bıçağı geometrisine işaret edebilir.
- Hızlı körelmekirlenme, ısı, hatalı bileme uygulaması veya yanlış aşınma-tokluk dengesinden kaynaklanıyor olabilir.
- Tozlu veya kabarık geri dönüştürülmüş malzemegenellikle, özellikle sabit bıçaklar aşındığında kesimin daha az kontrollü hale geldiği anlamına gelir.
- Pelet tutarsızlığıalıcılar bunu ilk olarak sadece peletleyicide fark etseler bile, süreç akışının daha öncesinde başlamış olabilir.
Çelik, kenar stratejisi ve eşleştirilmiş değişim hakkında nasıl düşünülmeli
Her PE film hattı için tek bir en iyi çelik yoktur. Alıcılar genellikle D2, SKD11, HSS, karbür uçlu seçenekleri veya OEM tarzı yedek parçaları karşılaştırırlar. Daha iyi soru, bugün hattı gerçekten neyin olumsuz etkilediğidir: aşırı ısı, aşırı yuvarlanma, erken kırılma veya bileme sonrası dengesiz kesim.
Film hatlarında kenar stratejisi, malzeme kalitesi kadar önemlidir. Eğer tesiste gerçek bir boşluk, hizalama veya eşleştirilmiş set sorunu varsa, daha yüksek aşınma dirençli bir kalite yardımcı olmayabilir. Bu durum, özellikle rotor bıçağı değiştirilip ancak yatak bıçağı, stator bıçağı veya kompaktör eşleşen parçası hala aşınmış durumdaysa geçerlidir.
Çelik karşılaştırmaları için,bıçak seçim kılavuzugöz atın. Bakım planlaması için, bunubakım makalemizeile eşleştirin ve sadece mevcut en sert kaliteyi talep etmek yerine, RFQ (fiyat teklifi talebi) içerisinde gerçek belirtileri de belirtin.
Hızlı bir PE film geri dönüşüm bıçağı teklifi için ne gönderilmeli
En hızlı PE film bıçağı RFQ'ları, uyum verilerini süreç bağlamıyla birleştirir. Mükemmel bir OEM çizimi olmasa bile, iyi fotoğraflar ve net bir hat açıklaması genellikle inceleme sürecini hızla ilerletir.
- Biliniyorsa makine markası ve modeli
- Makine aşaması: parçalayıcı (shredder), kesici kompaktör, granülatör, yatak bıçağı, stator veya peletleyici
- Besleme türü: temiz kırpıntı, yıkanmış film, tüketici sonrası film, baskılı film, dokuma çuval veya karışık yumuşak plastik
- Mevcut belirti: sarma, bulaşma, ısınma, kısa ömür, toz, dengesiz granül veya pelet tutarsızlığı
- Bıçak boyutları, delik düzeni ve yatak temas fotoğrafları
- Önden, yandan ve tutucu temas pozisyonlarından eski bıçak fotoğrafları
- Talep edilen miktar, bileme döngüsü beklentileri ve varış ülkesi
Ekibiniz Güneydoğu Asya için tedarik sağlıyorsa, işin bir geri dönüşümcü, makine satıcısı, servis yüklenicisi veya yedek parça tüccarı için olduğunu belirttiğinizde ihracat teklif talepleri (RFQ) daha kolay ilerler.iletişim sayfasıveya aşağıdaki talep formunu kullanın ve işin bir PE film geri dönüşüm hattı için olduğunu belirtin.
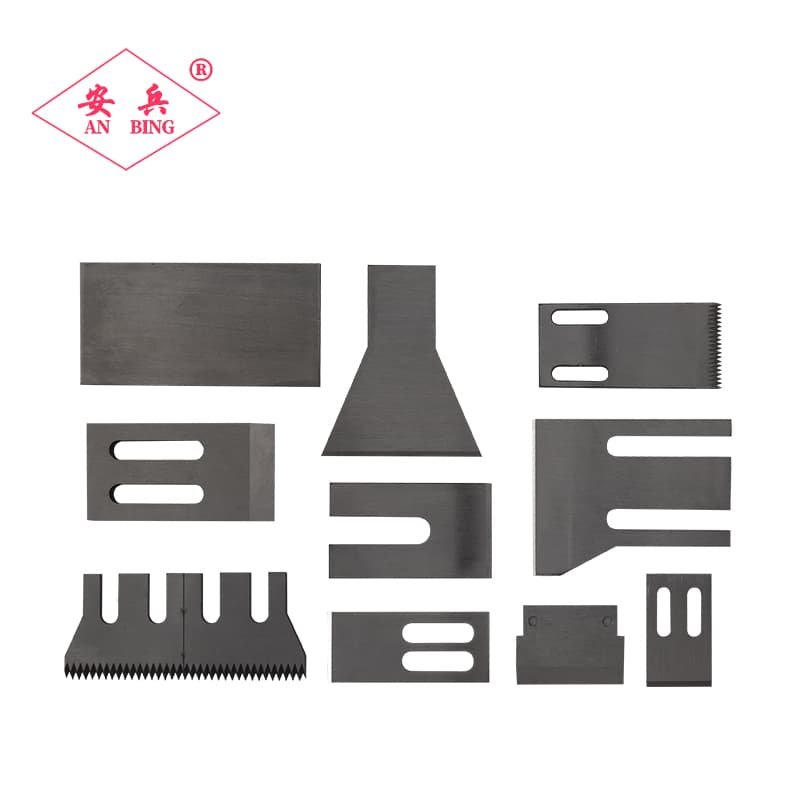
Bu hat için tipik parçalar
RFQ referansı olarak en yakın geometriyi kullanın, ardından ölçüleri veya eski bıçak fotoğraflarını gönderin.

SSK-002
Tek şaftlı parçalayıcı bıçağı
Tek şaftlı parçalayıcı bıçağı, tek şaftlı parçalayıcı bıçakları işlerinde sık kullanılır. Yaygın malzeme seçenekleri: D2 / SKD11 / carbide-tipped alloy steel. Tipik uygulamalar: Tek şaftlı parçalayıcılar / Film ve dokuma çuval parçalama / Kauçuk ve lastik ön parçalama.
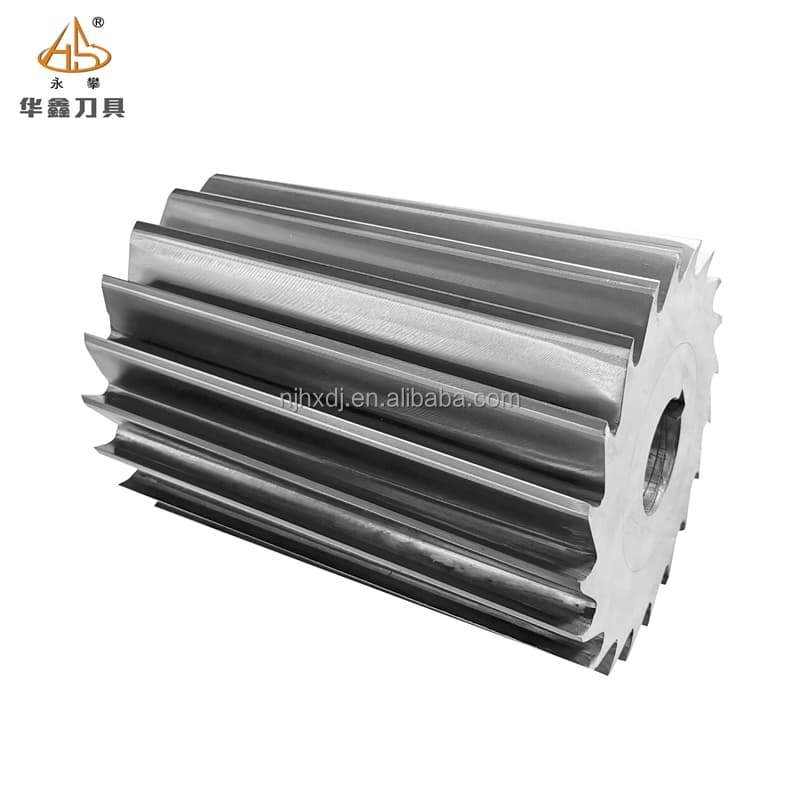
PGK-004
Granülatör kesici bıçağı
Granülatör bıçağı, granülatör bıçakları ve kesicileri işlerinde sık kullanılır. Yaygın malzeme seçenekleri: SKD11. Tipik uygulamalar: Plastik granülasyon hatları / Şişe ve sert plastik kırma malzemesi / Kenar şerit geri kazanımı.
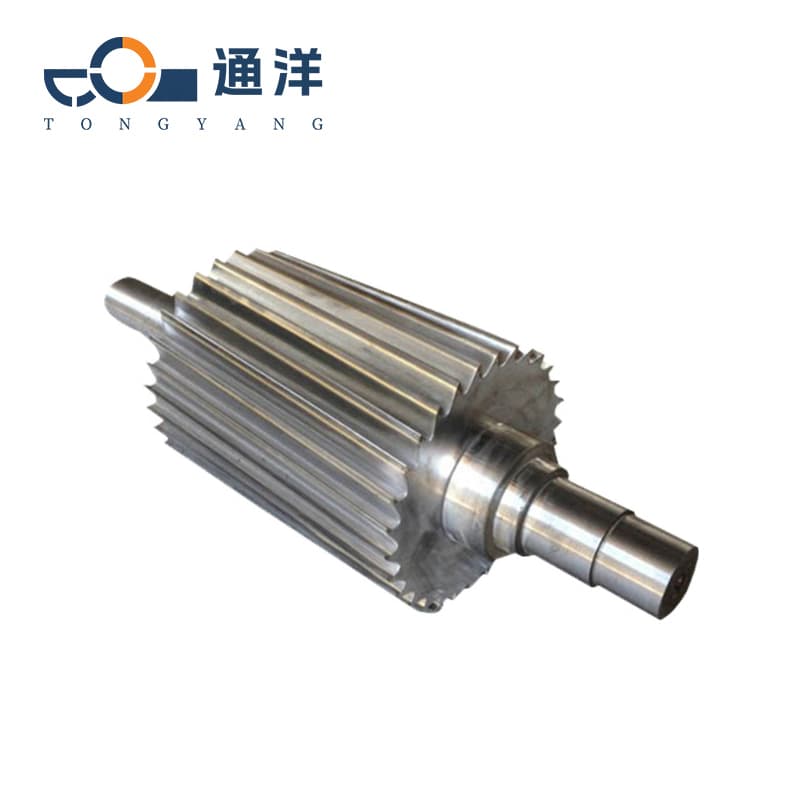
GBK-001
Granülatör sabit bıçağı
Granülatör yatak veya stator bıçağı, granülatör yatak ve stator bıçakları işlerinde sık kullanılır. Yaygın malzeme seçenekleri: SKD11 / D2 / HSS / tungsten carbide. Tipik uygulamalar: Granülatör yatak bıçağı değişimi / PET şişe ve sert plastik öğütme / Film ve dokuma çuval granülasyonu.

CCK-006
Kesici kompaktör bıçağı (EREMA)
Kesici kompaktör veya aglomeratör bıçağı, kesici kompaktör ve aglomeratör bıçakları işlerinde sık kullanılır. Yaygın malzeme seçenekleri: D2 / SKD11 / HSS / alloy steel. Tipik uygulamalar: Film kesici kompaktör hatları / Plastik yoğunlaştırma ve aglomerasyon / Peletleme öncesi sıkıştırma.
PPB-008
Şerit veya kalıp yüzeyi peletleyici bıçağı
Peletleme kesicisi, peletleme bıçakları ve kesiciler işlerinde sık kullanılır. Yaygın malzeme seçenekleri: D2 / SKD11 / M2 / HSS. Tipik uygulamalar: Şerit peletleme / Kafa kesimli peletleme / Peletleme kafası revizyonları.
İlgili kategoriler
İlgili yazılar
Doğru Kırıcı Bıçağı Nasıl Seçilir
Malzeme kaliteleri, makine uyumluluğu ve hat tipi; ayrıca kataloğumuzda eşleşen ürünlerin nerede bulunacağı.
Yazıyı okuDaha Uzun Ömür İçin Bıçak Bakım İpuçları
Granülatörler, kırıcılar ve parçalayıcılar için muayene aralıkları, hizalama kontrolleri ve temizlik.
Yazıyı okuPE film geri dönüşüm bıçakları SSS
Bir PE film geri dönüşüm hattında normalde hangi bıçaklar kullanılır?+
PE film bıçakları neden sert plastik bıçaklarından farklı şekilde arızalanır?+
Yatak bıçaklarını veya eşleşen parçaları rotor bıçaklarıyla birlikte değiştirmemiz gerekiyor mu?+
Eski numunelerden veya fotoğraflardan film geri dönüşüm bıçakları için fiyat teklifi verebilir misiniz?+
EREMA uyumlu kesici-sıkıştırıcı bıçakları ve peletleyici bıçakları mevcut mu?+
Güneydoğu Asya film geri dönüşümcüleri için ihracat siparişlerini destekliyor musunuz?+
Mevcut hat aşamanıza uygun PE film geri dönüşüm bıçaklarına mı ihtiyacınız var?
Mevcut bıçağın fotoğrafını, makine aşamasını, besleme koşulunu ve gözlemlediğiniz temel sorunu gönderin. Parçalayıcı (shredder), kompaktör, granülatör, karşı bıçak (bed knife) veya peletleyici pozisyonlarını inceleyebilir ve en uygun değişim yolunu önerebiliriz.