Wood Chipper Counter Knife and Anvil RFQ Guide: What Buyers Should Confirm Before Ordering
If a wood chipper knife set was replaced but chip quality still drifted, the first RFQ question is usually not “which steel lasts the longest?” The first question is whether the counter knife or anvil, the mounting hardware, the pocket condition, and the machine stage still match the job.
That buyer conclusion is not guesswork. Official chipper manufacturers repeatedly describe chip quality through the interaction of moving knives, fixed counter edges, and machine configuration. For a purchasing team, that means the counter side belongs in the RFQ from the beginning whenever chip size, slivers, oversize pieces, or throughput stability matter commercially.
If your line feeds biomass boilers, board mills, landscaping outlets, pulp users, or any customer with a tighter chip expectation, the counter side matters even more. The fastest low-risk RFQ combines the knife set, the counter knife or anvil, and the chip symptom in one review. That is why this guide puts buyer conclusion, machine-stage fit, and RFQ criteria in the opening paragraphs instead of treating the anvil as an afterthought.

Buyer conclusion: chip quality problems often start at the moving knife and fixed counter edge together
Bandit's parts guidance says chipper knives need to be kept sharp for ultimate performance and lists dull knives as a cause of bad quality chips, chunks, and slivers. That is already a clue that the buyer should not think in terms of a knife bar alone. A chipper makes chips through a cutting pair. If the moving knife was renewed but the counter edge is worn, rounded, out of position, or from the wrong serial-range configuration, the same chip complaint can return immediately.
The same page also says Bandit hand-fed chippers use dual-edge knives that can be flipped once the first edge is beyond use. That sounds simple, but it creates a practical buying split. Some jobs are routine edge rotation. Some need a fresh knife set. Others need the counter side and hardware reviewed because the chamber already stopped supporting a clean cut. A serious RFQ should make clear which of those three situations the plant is actually in.
For buyers, that distinction saves money because it separates ordinary spare-part replacement from a broader chip-quality investigation. If the complaint is only normal wear, buying the next set is straightforward. If the complaint is chip size drift, slivers, uneven feed, or more fines, the fixed side belongs in the quote request.
Machine-stage fit: brush chippers, whole-tree chippers, and biomass lines do not buy the same way
Bandit's whole-tree chipper overview explicitly distinguishes between bolt-in knives, which are easier to maintain, and babbitted knives, which are used where chip size needs to be more exact. It also describes chip screens as a way to reduce oversized material and produce a more uniform chip. Those are direct procurement signals. They show that chip quality depends on machine stage and configuration, not just on hardness or outer dimensions.
If your line is a hand-fed brush chipper serving arborist work, maintenance speed and safe edge changes may matter most. If your machine is a whole-tree or biomass chipper feeding a tighter downstream spec, the buying logic shifts toward chip-size control, chamber condition, and fixed-edge accuracy. If the line processes pallet scrap or mixed wood waste, contamination and impact damage may become the dominant part of the knife decision.
That is why the RFQ should say what the chipper is trying to produce, not only what part used to be installed. A buyer who describes the job as “we need better chip uniformity for biomass fuel” is giving better technical input than a buyer who sends length-width-thickness alone.
What the official documentation actually tells buyers to pay attention to
Morbark's Bevel Buddy brochure describes the back-beveled edge as producing more uniform chips and links the system to less downtime, lower knife-change frequency, and longer life for chipper parts such as bolts, knife holders, and clamps. That matters because it puts the fixed-edge conversation in the middle of operating cost, not at the edges of it.
The same brochure says you sharpen the back side only, never the face or feed side, because creating a negative feed angle changes how the chipper pulls wood into the cut. It also advises only limited in-machine back-grinding before regular sharpening. For buyers, this means the RFQ should note whether the knives were merely worn, improperly sharpened, or already run beyond the recommended maintenance window. Those are different failure histories.
Bandit's whole-tree chipper overview and parts page together add another commercial clue: chip size, serviceability, and field maintenance are tied to machine design choices. That is why a quote request for knives should mention whether the complaint is maintenance-driven, output-quality-driven, or both.
RFQ checklist: what to send before asking for price only
The fastest low-risk chipper RFQs combine geometry with field evidence. Purchasing does not need a perfect drawing package to begin review, but it does need to show how the chamber is actually behaving.
- Machine brand, model, and serial range if available.
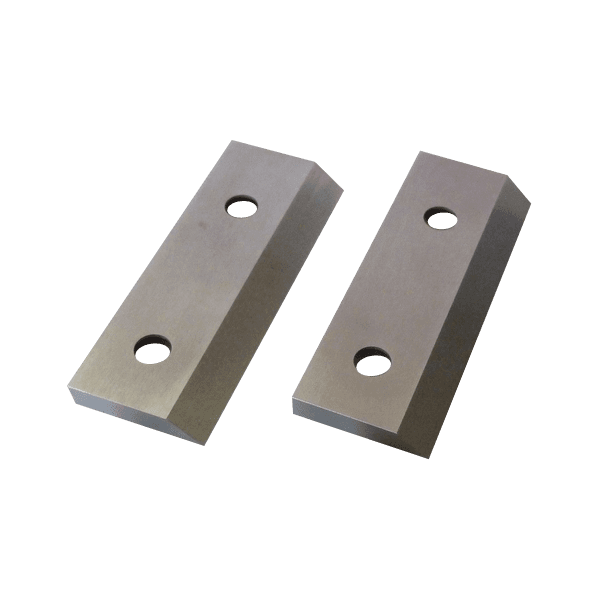
- Whether the machine uses bolt-in or babbitted knives, and whether the counter side is straight, stepped, lipped, or serial-range dependent.
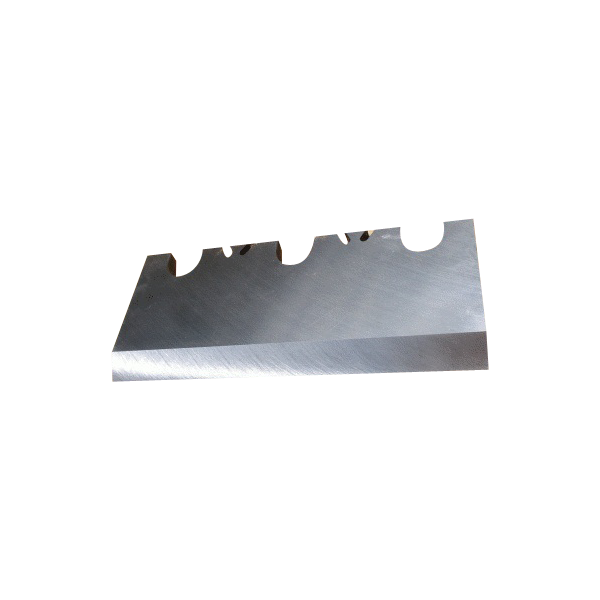
- One measured knife photo, one installed pocket photo, and one photo of the counter knife or anvil seat.
- The chip symptom you are seeing: oversize chips, slivers, stringers, dust, lower throughput, harder feeding, or vibration.
- Whether the complaint began after a knife change, after one edge flip, after sharpening, or after a feed change.
- Whether you need exact replacement, a small validation batch, or a broader review of knives, counter side, and hardware together.
If the line supplies a downstream fuel, board, pulp, or mulch customer, say that in the RFQ. The commercial consequence of chip variation tells the supplier how strict the chamber review should be.
What photos and fit checks lower the risk fastest
The most useful RFQ photo set is simple. First, send a flat photo of the knife with a ruler. Second, send a side-profile photo showing bevel direction. Third, send an installed photo that shows the clamp or pocket. Fourth, send the counter knife or anvil seat and the mounting area. Add the actual symptom in plain language. “More slivers after the second edge,” “chips too big after one anvil replacement,” or “line feeds harder on dry wood” are much more useful than “need a quote ASAP.”
Buyers often underestimate the value of the pocket photo. But pocket wear, clamp wear, and serial-range changes are exactly where many wrong-fit reorders begin. Good pocket evidence can prevent a shipment that looks dimensionally correct and still fails to restore the original chip pattern.
Sharpening, indexing, and replacement: when the RFQ should say more than “the knife is dull”
Some chipper lines are dealing with routine wear and ordinary maintenance. Others have already crossed into geometry drift or chamber damage. Bandit says its hand-fed chippers use dual-edge knives that can be flipped, while Morbark limits how many in-machine back-grinds should be performed before normal sharpening. Those statements matter because they change the buying context. The supplier needs to know whether the plant is on normal edge rotation, on a sharpen-and-return cycle, or already past the point where a simple regrind will recover performance.
That is especially important when the chip complaint appeared after sharpening. If the edge geometry changed, if the wrong face was ground, or if the counter side was not rechecked, the next replacement batch should not be quoted as if the previous knife had failed under normal wear alone.
Internal routes and buyer-side next steps
Start by comparing our wood chipper knife category, counter knife and anvil category, the wood chipper replacement knife, the Bandit-compatible counter knife and anvil set, and the drum chipper counter knife set. Then compare our wood pallet and biomass chip-quality solution and go to the RFQ page.
If your line also involves upstream size reduction or mixed-wood cleanup, compare the broader maintenance article as well. The main commercial goal is simple: make sure the supplier is quoting the chamber you actually have, the chip quality you actually need, and the maintenance history the last set of knives actually saw.
FAQ
Do I need to quote the counter knife or anvil if I only want new rotor knives?
Yes, if chip quality changed. The moving knife and fixed side create the cut together, so a rotor-only quote can miss the real problem.
What photos help the fastest?
Send a measured knife photo, installed pocket photo, counter-side photo, and a plain-language note about the chip symptom in production.
Can a supplier work from worn parts without a full drawing?
Usually yes. Machine model, serial-range information, key dimensions, and good photos are often enough to begin technical review.
Why should I mention bolt-in versus babbitted knives?
Because official chipper documentation treats knife style as a machine-stage choice that affects maintenance speed and chip-size control.
Primary sources
This article is an original buyer-side synthesis built from official chipper documentation. The labels stay neutral; the attribution is carried by the source URL.