Wood pallet and biomass chip lines: knife sets, anvils, and chip quality
If pallet scrap, brush, or biomass chips turn stringy, oversize, or inconsistent, the first buying decision is usually the knife-and-anvil set, not just “harder steel.”
Typical field problems
- •Chip size drifts after one knife flip or one anvil replacement, even though the machine still runs.
- •The buyer has old knives and a worn anvil but no reliable drawing, and the serial-number break matters.
- •Downtime is now caused by clamping hardware, knife pocket fit, and daily maintenance discipline rather than by steel grade alone.
Buyer conclusion first: when a wood chipper line is making oversize chips, stringy tails, or extra fines, the fastest commercial fix is usually to quote the rotor knife set, the counter knife or anvil set, and the mounting hardware as one maintenance package. Treating the knife alone as a replacement part often recreates the same chip-quality complaint after startup.
Machine-stage fit: hand-fed brush chippers, whole-tree chippers, pallet-reduction lines, and biomass preparation systems do not ask the same thing from the knife edge. Bandit explains that bolt-in knives are easier to maintain while babbitted knives are used when chip size must be more exact, and its chip-screen options are specifically described as a way to reduce oversized material and improve uniform chip quality. That is a machine-stage decision, not just a metallurgy decision.
RFQ criteria: if you need a quote that reduces back-and-forth, send the machine model or serial range, knife dimensions, bolt-hole pattern, edge count, whether the machine uses bolt-in or babbitted knives, the current anvil style, and the symptom you see in the chip stream. Add photos of the knife pocket and clamp faces. For related reading before you send the RFQ, compare our general wood chipper solution, our new shredder RFQ article, and the contact page.
Wood processors often describe chip quality with production words such as “plugging,” “bad fuel,” “too many slivers,” or “won’t hold screen spec.” Those are useful field symptoms, but a blade supplier still has to translate them into the cutting pair that belongs on the machine. A sharp knife on a worn anvil, an older bolt pattern on a newer serial-number range, or a mixed set of flipped and fresh knives can all create output inconsistency that looks like feed variability from the outside.
Bandit’s parts guidance says chipper knives must be kept sharp for ultimate performance and lists dull knives as a direct cause of bad quality chips, chunks, and slivers. The same page says Bandit hand-fed chippers use dual-edge knives that can be flipped once one side is beyond use. That is useful buyer language because it separates three different purchasing situations: routine edge rotation, full knife replacement, and chamber-reset work where the counter edge and hardware have to be reviewed at the same time.
The anvil side is just as important commercially. In real plants, buyers often order knives first because they are the obvious wear part, but the counter edge decides whether the knife is cutting cleanly or merely forcing material through. Morbark’s Bevel Buddy brochure describes a counter-ground and back-beveled edge as producing a more productive chipping edge with more uniform chips, and it frames the system around service parts such as bolts, knife holders, and clamps. That is exactly the practical signal a replacement-knife RFQ should capture: the cutting result belongs to the chamber system, not only to one sharpened bar.
For pallet and biomass operators, there is also a routing question. Some plants are trying to maximize throughput on mixed wood waste before boiler, board, or landscape use. Others need a more exact chip because they are feeding a tighter downstream process. Bandit’s whole-tree chipper overview explicitly separates easier-maintenance bolt-in knives from babbitted knives used where chip size needs to be exact, and it lists chip-size options and screen systems that control oversize material. That means a serious supplier should ask not only “what knife fits?” but also “how exact does the downstream chip need to be?”
Practical selection by machine stage
If your line is a brush or hand-fed chipper, daily service speed and safe changeover may be more important than the longest theoretical edge life. If the line is a whole-tree or biomass chipper feeding a uniform chip specification, the geometry and clamping system need to be confirmed much more carefully. If the line is handling pallet scrap with contaminants, then the right question is whether the failure is edge dulling, impact damage, pocket wear, or clamp distortion. Those conditions lead to different replacement strategies even when the nominal knife length looks similar on paper.
What a supplier should confirm before production
A credible RFQ review for this category should confirm the cutting-edge count, overall length and width, thickness, bolt-hole count, hole spacing, slot shape, pocket-seat condition, clamp style, and whether the anvil is straight, lipped, bent, multi-sided, or tied to a serial-number break. If you are comparing aftermarket suppliers, ask whether they want photos of the knife pocket and the current anvil. A supplier that only wants outer dimensions is still missing the real cause of many chip-quality problems.
What photos help the fastest
Send one face photo of the knife with a ruler, one side-profile photo that shows bevel direction, one installed view that shows the clamp or pocket, and one photo of the counter knife or anvil seat. Add the exact symptom: oversize chips, stringers, dust, vibration, slow feeding, frequent bolt loosening, or knife breakage. If chip size matters to a pulp, board, or fuel user, say that in the first message so the supplier knows the job is not just generic wood-waste reduction.
Common buying mistake
The most common mistake in this category is buying a knife to a remembered machine brand while ignoring serial-number breaks, updated anvils, or hardware revisions. Another common mistake is replacing only the obvious knife edge when the chamber is already telling you the wear pattern is shared. That is why this page links the knife family to the counter-edge family and why we recommend reviewing our wood chipper replacement knife, counter knife and anvil set, and factory workflow together before ordering.
FAQ: Do I need to quote the anvil if I only want new knives?
If the chip stream changed, yes. The knife may still be the item you buy first, but the supplier needs to know the anvil style and wear state to avoid repeating the same chamber problem.
FAQ: What if I only have old worn parts and no drawing?
That is common in chipper aftermarket work. Good photos, key dimensions, the machine model, and the current symptom are enough to start technical review.
FAQ: Which pages should I check before sending an inquiry?
Start with wood chipper knives, counter knives and anvils, our wood chipper solution hub, and the RFQ page. If your line also uses pre-shredding upstream, compare the shredder knife indexing article as well.
Primary sources used on this page: Bandit Parts, Bandit Whole Tree Chipper overview, and Morbark Bevel Buddy.
Example parts from our catalog
Close shapes for quoting—send ruler photos or drawings so the factory confirms fit before you lock in quantity.
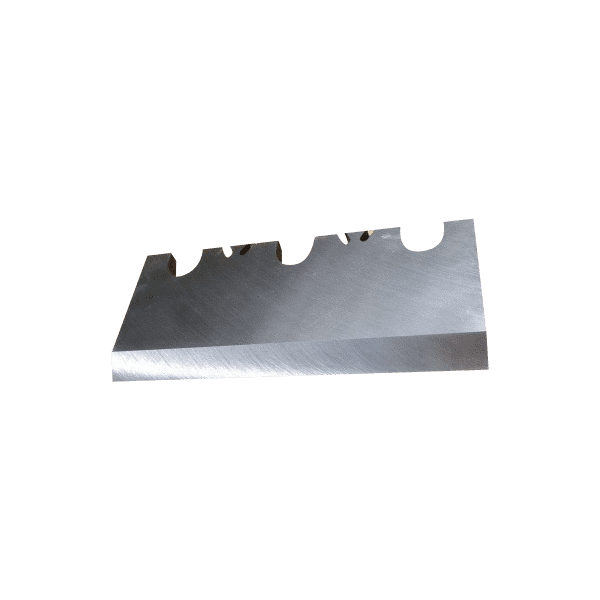
WCK-004
Wood Chipper Replacement Knife
Wood Chipper Replacement Knife is built for drum wood chipper lines and disc chipper systems. Available in HSS / 9CrSi / SKD11 / carbide-tipped alloy steel for edge retention, impact tolerance, and repeatable regrinding. The insert-style format fits compact cutter seats and short replacement positions.
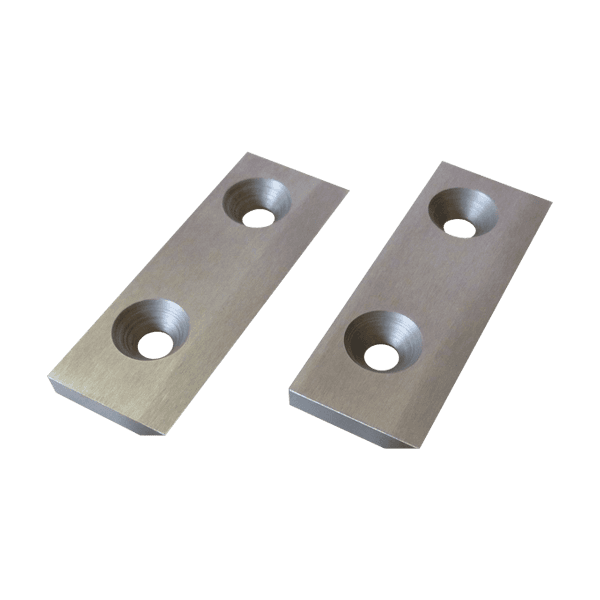
CCA-001
Chipper Counter Knife and Anvil Set
Chipper Counter Knife and Anvil Set is built for counter knife replacement and anvil and bed knife maintenance. Available in SKD11 for stable counter edges and controlled chip sizing. The profiled body suits fixed or rotary stations where alignment and edge exposure matter.
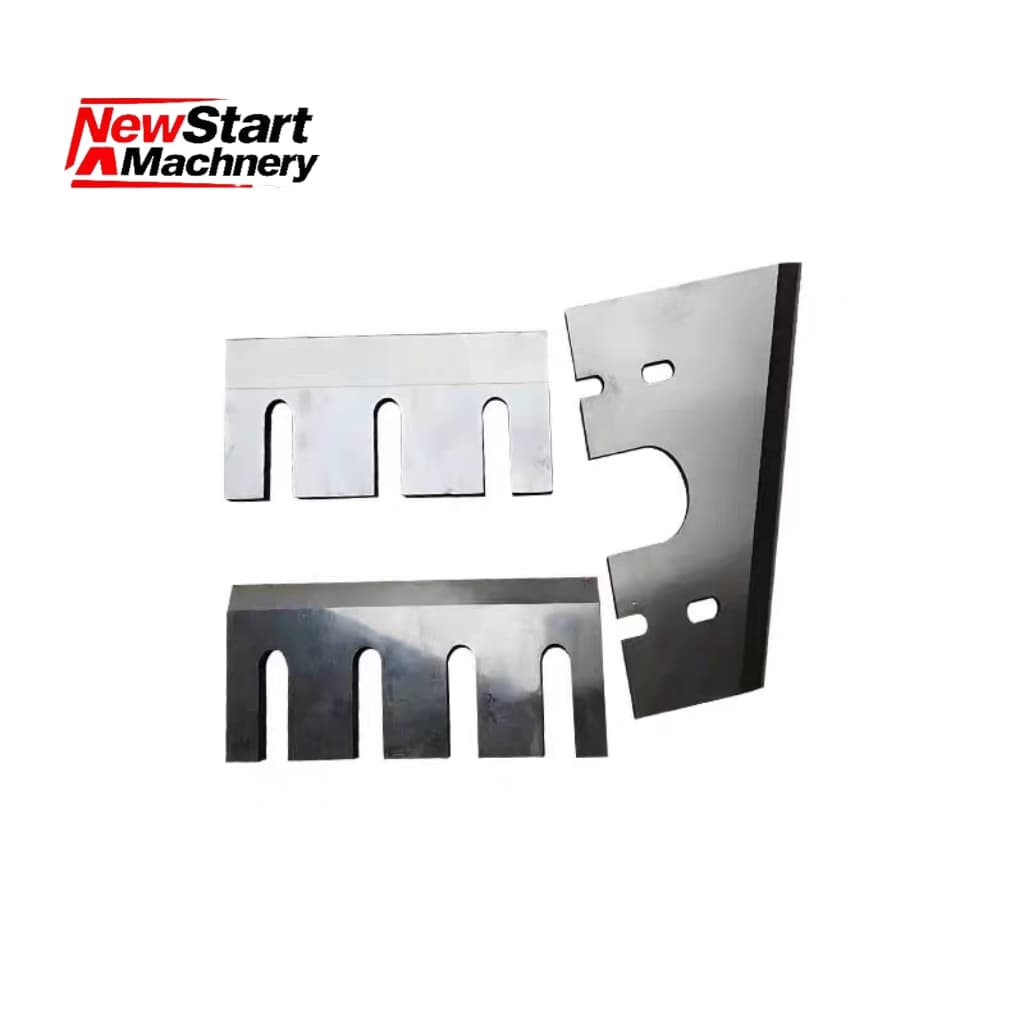
CCA-007
Drum Chipper Counter Knife Set
Drum Chipper Counter Knife Set is built for drum chipper counter knife replacement and anvil and bed knife maintenance. Available in Tungsten Carbide / Carbide for stable counter edges and controlled chip sizing. The straight edge format suits long bolt-on knife bars and clamp-mounted holders.
Related catalog categories
Deep reading
Wood Chipper Knife RFQ Guide: What Buyers Should Confirm Before Ordering Rotor Knife Sets
A source-backed buyer guide for drum, disc, and brush chipper rotor knives: machine-family fit, wood-stream clues, hardware questions, and the RFQ details that reduce wrong-fit reorders.
Read articleWood Chipper Counter Knife and Anvil RFQ Guide: What Buyers Should Confirm Before Ordering
A source-backed buyer guide for wood chipper counter knives and anvils: chip quality, knife pairing, field photos, and the RFQ details that prevent wrong-fit reorders.
Read articleBlade Maintenance Tips for Longer Life
Inspection intervals, alignment checks, and cleaning—for granulators, crushers, and shredders.
Read article
Need this applied to your line?
Mention this solution hub in your message so sales engineering opens the thread with the right checklist.