Planer, moulder, and jointer knives: chatter marks, tear-out, finish drift, and uncertain reorders
When surface quality falls, cutter marks turn irregular, or reorders keep missing the real cause, the safer RFQ is usually a straight-knife system review covering knives, cutterhead fit, jointing condition, feed stability, and wood species.
Typical field problems
- •The mill keeps asking for "the same knife again", but chatter marks, fuzzy grain, or tear-out still return after restart.
- •The visible wear is on the knife edge, while the real buyer risk may sit in cutterhead fit, jointing practice, spindle accuracy, feed behavior, or species change.
- •The purchasing team has old knives and a machine model, but not enough detail to know whether the next order should be a straight replacement, a cutterhead review, or a wider setup check.
Buyer conclusion first: when a planer, moulder, or jointer line starts showing chatter marks, fuzzy grain, torn fibers, irregular cutter marks, or premature knife complaints, the safest commercial decision is rarely to buy "harder knives" in isolation. The lower-risk route is to review the straight-knife family, the cutterhead or clamping system, the jointing condition, and the actual wood duty together. Official woodworking OEM guidance repeatedly treats surface quality as the result of knife geometry, true running, feed stability, pressure control, and correct setup, not as a knife-only question.
Machine-stage fit: a jointer correcting one face, a planer sizing thickness, and a throughfeed moulder producing saleable profiles do not ask the same thing from the knife. WEINIG's SOLID PROFILE P 1500 page ties surface quality to repetition precision, pressure and guiding elements, spindle runout, and workpiece guidance. SCM's profiset 40 page highlights smooth workpiece movement and an outfeed idle roller for better finishing. That is why a serious RFQ must name the machine stage, workpiece type, and finish defect before it names the knife size.
RFQ criteria and commercial logic: send the machine brand and model, knife length and section if known, cutterhead or clamping style, wood species, moisture condition, current feed speed, and the actual finish complaint. Add whether the line is a jointer, planer, moulder, or multi-spindle machine; whether the knife came from a known-good run or from a period of bad surface quality; and whether the line recently changed species, feed speed, or product mix. Before you place the next order, compare this page with our veneer peeling knife application guide, our new veneer knife RFQ article, representative products such as the wood planer knife and jointer knife, and the contact page.
Surface complaints in straight-knife woodworking usually arrive in commercial language rather than engineering language. Buyers say "the finish is rougher", "there are lines in the moulding", "one side tears out", or "we are changing knives too often". Those are useful symptoms, but they do not automatically prove a steel-grade problem. They may point to uneven cutting circle, incomplete jointing, unstable pressure elements, poor workpiece support, or a species and feed-speed combination that no longer matches the installed knife routine.
WEINIG's tooling page makes the buyer signal very explicit: concentric tolerance, spindle speed, and the number of knives in the cutterhead determine workpiece surface quality, and the cutting circle of the individual knives must match so all knives are cutting. The same page explains that even very small deviations in the cutting circle still leave only one cutting edge responsible for the surface if the tool body is not jointed in the moulder. That is directly relevant to procurement. A replacement knife order that ignores cutterhead condition and jointing practice can reproduce the same finish complaint with brand-new steel.
WEINIG's jointing technology page adds another practical rule buyers should not miss: for consistently high surface quality, the joint land on the tip of the knife should stay within a limited width, and the machine and tool both need the right conditions for jointing. WEINIG lists a heavy machine stand, even feed, capable spindles, suitable spindle speed, and a jointing device on the machine side, plus precise grinding and low concentric tolerance on the tool side. That means an RFQ should distinguish between a normal knife replacement and a case where the line is already telling you the cutterhead system is drifting.
WEINIG also ties product quality to pressure and guiding elements that keep the workpiece stable through the machine. SCM makes a similar point when it links smooth workpiece movement and outfeed support to better finishing. In commercial terms, this means a buyer should describe whether the complaint is edge life only, one-sided finish drift, inconsistent profile marks, or unstable feeding through the head. Those are different replacement contexts even if the knife dimensions look familiar.
Practical selection by machine duty
If the machine is mainly a jointer, the first commercial priority is a straight and reliable edge that supports downstream glue-up or planing. If the machine is a thickness planer, buyers usually care about repeatable finish, knife change timing, and predictable stock removal across species and widths. If the machine is a multi-spindle moulder, profile precision and regular cutter marks move closer to the center of the RFQ because the finished part is already close to saleable output. For export buyers and resellers, that is the fastest way to frame the inquiry: tell the supplier whether the knife is serving correction, sizing, or finished-profile duty.
Expert selection notes for mills, dealers, and service teams
The safest way to quote this family is to separate requests into three levels. Level one is direct knife replacement because the machine is healthy, the finish was acceptable, and the buyer simply needs the next set. Level two is knife replacement plus cutterhead or jointing review because cutter marks, chatter, or one-sided finish problems already suggest the installed circle is no longer behaving evenly. Level three is a broader setup review because species, moisture, feed speed, or finished profile changed and the old replacement logic no longer matches the job. This structure keeps the RFQ commercial and practical instead of turning it into a machine manual.
What to send for a lower-risk RFQ
Send one measured photo of the knife, one side photo showing bevel direction if relevant, one installed photo of the cutterhead or clamping system, and one clear note describing the finish defect. Add the machine model, the wood species, the current feed-speed range if known, whether the machine is jointed in place, and whether the last acceptable run used the same knife geometry. If you only have worn parts and no drawing, say so directly. That is common in aftermarket straight-knife work, but the supplier still needs to know whether the worn sample came from a good production period or from a period that was already producing rejects.
Common buyer-side mistakes
The most common mistake in this category is treating straight knives as a pure dimensions job while the defect is really a system-stability problem. Another is reordering a knife after changing species, feed speed, surface-quality target, or cutterhead routine without telling the supplier what changed. A third is assuming that a rough finish or irregular marks automatically justify a harder steel, when the official machine guidance points first to cutting circle, spindle behavior, pressure support, and workpiece guidance.
Internal routes to review before ordering
Start with our planer, jointer, and veneer knife category, then compare the planer knife, industrial planer knife, wood planer knife, and jointer knife. If your plant also runs plywood or LVL veneer lines, review our veneer peeling knife application page and the veneer peeling knife RFQ guide before sending the inquiry. For factory background and inspection workflow, compare the about page as well.
FAQ: Do I need to mention the cutterhead or clamping style if I only want replacement knives?
Yes. Official woodworking OEM guidance connects finish quality to cutterhead runout, cutting circle, and workpiece guidance. A knife-only quote is lower risk when the cutterhead system is already known and stable.
FAQ: What if the finish defect started after a species or feed-speed change?
Say that in the first RFQ message. The line may still use the same nominal knife size, but the commercial duty has changed and the supplier needs that context.
FAQ: Can a supplier quote from old knives and photos without a full drawing?
Usually yes. Old-part photos, key dimensions, machine identity, wood species, and the actual finish complaint are often enough to begin review.
FAQ: Which internal pages should I compare next?
Compare the straight-knife category, the planer and jointer product pages, the veneer application guide, the veneer RFQ article, and the contact page.
Primary sources used on this page: WEINIG SOLID PROFILE P 1500, WEINIG tools for planers and moulders, WEINIG jointing technology, and SCM profiset 40.
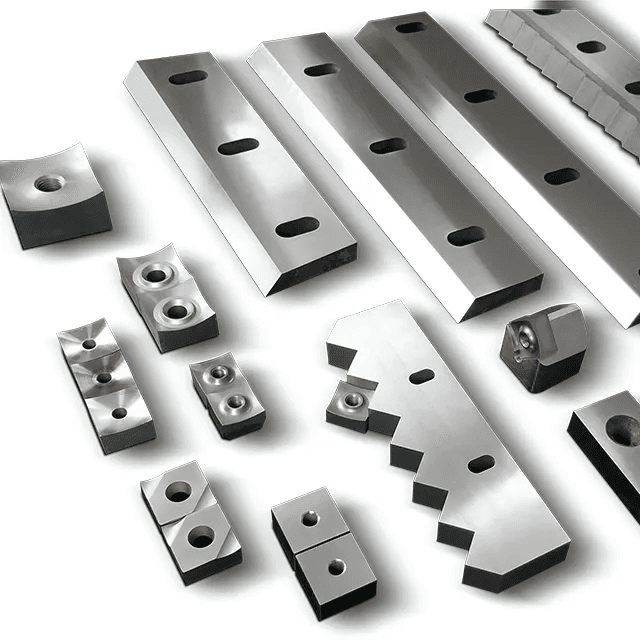
Example parts from our catalog
Close shapes for quoting—send ruler photos or drawings so the factory confirms fit before you lock in quantity.
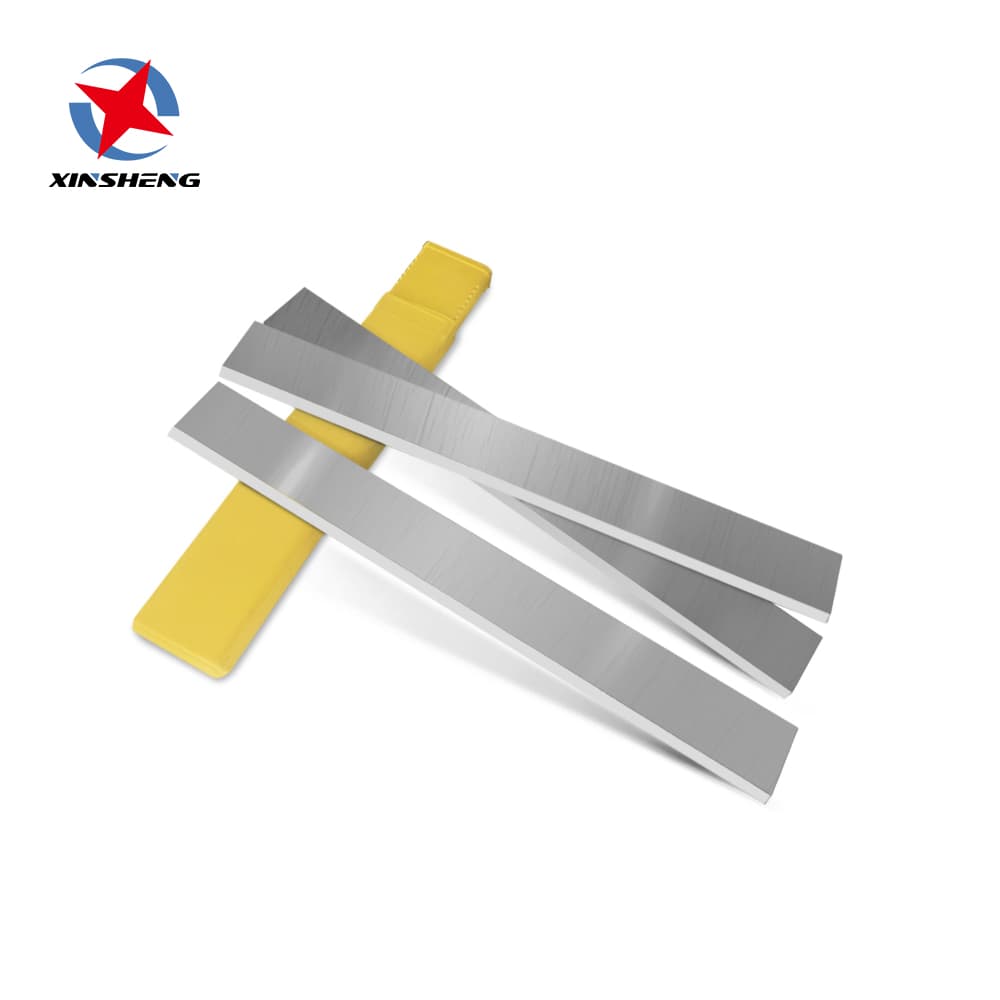
WPK-001
Wood Planer Knife
Wood Planer Knife is built for planer heads and surface planing lines. Available in HSS for straight cutting, finish quality, and repeatable grinding. The straight edge format suits long bolt-on knife bars and clamp-mounted holders.
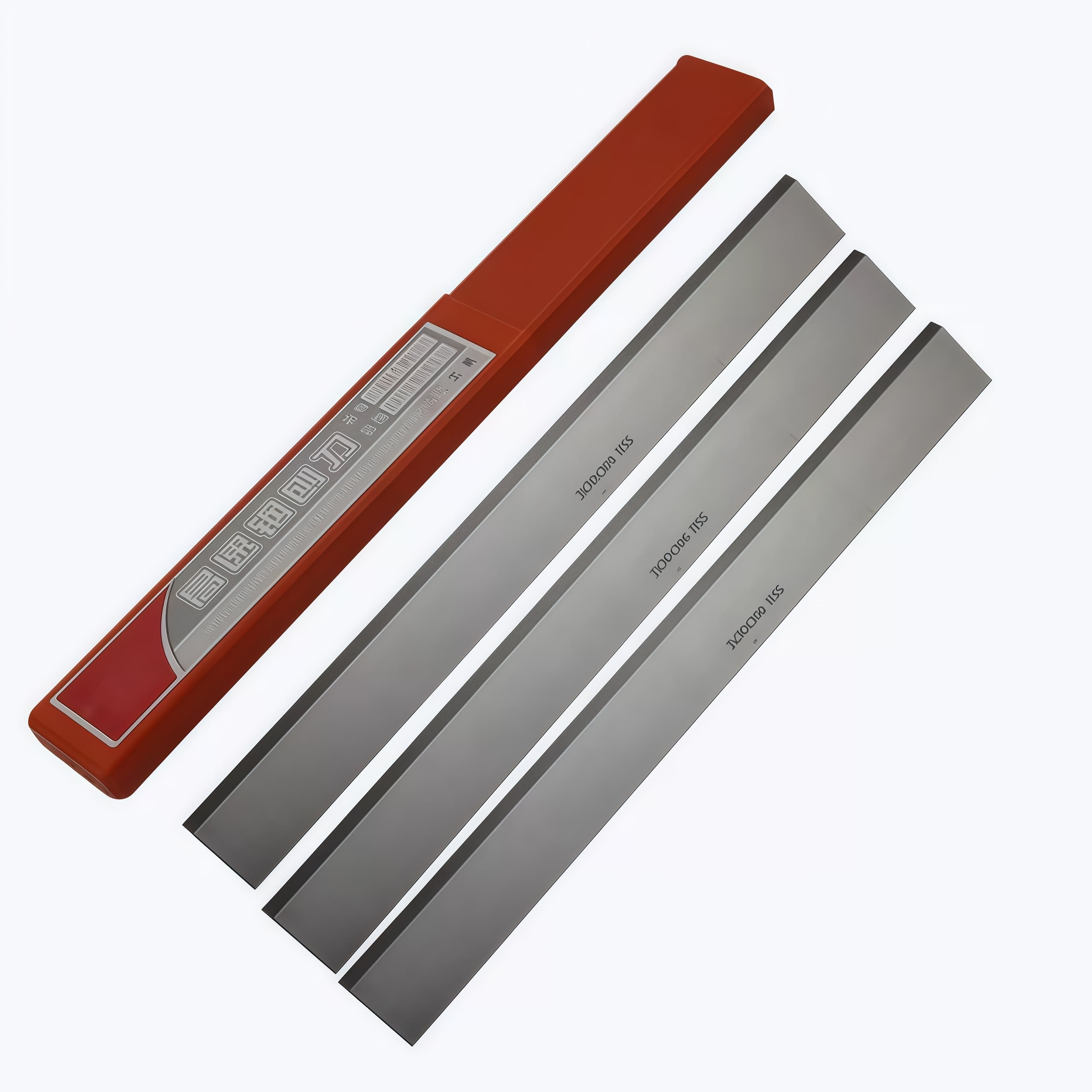
WPK-006
Planer Knife
Planer Knife is built for planer heads and surface planing lines. Available in HSS for straight cutting, finish quality, and repeatable grinding. The straight edge format suits long bolt-on knife bars and clamp-mounted holders.

WPK-007
Industrial Planer Knife
Industrial Planer Knife is built for planer heads and surface planing lines. Available in HSS / 9CrSi / SKD11 / tungsten carbide for straight cutting, finish quality, and repeatable grinding. The straight edge format suits long bolt-on knife bars and clamp-mounted holders.
WPK-008
Jointer Knife
Jointer Knife is built for jointer heads and straight-edge surfacing. Available in D2 / HSS / M2 for straight cutting, finish quality, and repeatable grinding. The straight edge format suits long bolt-on knife bars and clamp-mounted holders.
Related catalog categories
Deep reading
Veneer Peeling Knife RFQ Guide: What Buyers Should Confirm Before Ordering
A source-backed buyer guide for veneer peeling knives: pressure-bar fit, thickness control, worn-sample review, and the RFQ details that lower shutdown risk.
Read articleBlade Maintenance Tips for Longer Life
Inspection intervals, alignment checks, and cleaning—for granulators, crushers, and shredders.
Read article
Need this applied to your line?
Mention this solution hub in your message so sales engineering opens the thread with the right checklist.