Typical RFQ problems behind screenless sprue and runner cutter requests
- •The plant asks for a replacement cutter, but the real complaint is poor bite on runners, more fines, harder cleaning, or a machine that no longer behaves like a low-dust beside-the-press unit.
- •The buyer has one worn hook, insert, or rotor-side cutter and a machine photo, yet no one has written down whether the job is a slow-speed screenless unit, a screened scissor-cutting unit, or a machine now being pushed beyond its original duty.
- •The inquiry still reads like a normal flat granulator knife reorder even though rotor-pocket geometry, cutter format, and fixed-side context are what decide whether the next batch actually works.
- •Warm sprues, thicker runners, robot-fed reject parts, or a resin change have altered the cutting duty, but the RFQ still says only "same knife again."
Buyer conclusion first: quote the low-speed rotor-side cutter family and the real machine duty together
If a screenless or low-speed granulator starts losing grip on sprues, making more fines, getting harder to clean, or requiring more frequent cutter changes, the lower-risk RFQ is usually not a generic granulator-knife reorder. The safer route is to quote the rotor-insert and hob-cutter family, the rotor style, the pocket geometry, the fixed-side context, and the actual machine duty together.
Rapid's OneCUT PRO page and its official product sheet frame this machine family around slow speed, screenless handling, replaceable cutter elements, and service access. Conair's S Series page uses a screenless cutter housing and ultra-low rotor speed to reduce sprues and runners into consistent granules with very low fines and longs. Those are direct buyer signals: the cutter family belongs to a specific machine concept, not to a generic flat-knife quote.
Use this page together with our new screenless-versus-screened granulator RFQ article, the general injection-molding sprue-runner guide, the rotor and hob cutter solution page, and the contact page when the line needs to move from "same insert again" to a safer application-specific quotation.
Why screenless sprue and runner granulation is its own application, not just a lighter screened-granulator reorder
Screenless and low-speed machine-side granulators are bought for a narrower operational goal than many central screened granulators. Buyers often want lower dust, quieter running, easier cleaning, and more forgiving handling of sprues and runners directly beside the press. That means the cutter logic is often tied more closely to rotor format, tooth or hook style, and service access.
Conair's S Series explicitly frames the machine around screenless cutting, ultra-low rotor speed, and low fines for sprues and runners. WITTMANN's granulators overview does the same by separating the screenless S-Max family from the G-Max family and emphasizing lower wear on cutting tools, lower sound levels, and consistent regrind. ZERMA's slow-speed granulator page also ties low rotor speed to reduced dust and easy knife maintenance. Those are not small wording differences. They define a different buying problem.
That is why this page stays narrower than the general injection-molding guide. The broader guide covers sprues and runners across screened and screenless machine-side recycling. This page is specifically for the buyer who already knows the application leans toward the screenless or low-speed family and now needs the right replacement-knife language for that duty.
Where these cutters fit on screenless and low-speed granulator platforms
Leader Blades mainly fits the cutter positions and adjacent wear parts that matter on screenless or low-speed granulator platforms handling sprues and runners:
- Rotor inserts and square indexable cutters where multi-edge indexing and pocket fit matter more than a simple straight-knife outline.
- Hook-style, hob-style, or crown-style rotor cutters where the rotor format, bite behavior, and low-speed feed control define the replacement logic.
- Drum-style or rotor-side cutter assemblies where the machine relies on special rotary cutter geometry for low-dust regrind.
- Adjacent fixed-side or bed-side parts when chamber behavior, fines, or difficult cleaning suggest the rotor-side cutter alone is not the whole complaint.
Start from the nearest product routes: square rotor insert knife, granulator hob knife, crown rotor cutter, drum-style granulator hob cutter, the granulator bed knife, and the granulator fixed knife when fixed-side context belongs in the failure pattern.
The practical point is to keep the quotation attached to the rotor-side cutter family the machine actually uses, instead of forcing the whole job into a standard flat-knife template.
Machine-stage fit: screenless and screened granulators do not ask the same thing from the cutter
Rapid's 200 Series page positions screened machine-side granulators around in-line recycling of defective products and large sprues. Conair's 6 Series Viper describes quality regrind from robot-fed sprues, runners, and small parts using hardened cutting chambers and replaceable knives. That is screened scissor-cutting logic.
By contrast, Rapid OneCUT PRO, Conair's S Series, WITTMANN's S-Max family overview, and ZERMA's slow-speed granulator page all point toward low-speed, low-dust, service-friendly reduction for sprues, runners, and light molded scrap. That means the safer RFQ starts by naming whether the machine is screenless or screened, because the cutter family and evidence set are different from the first sentence onward.
This stage fit matters even more when the feed changes. A line that once handled short PP runners may now be taking larger ABS or PC sprues, warmer parts, robot-fed reject parts, or more startup scrap. The machine model may be unchanged, but the cutter duty is not. A serious RFQ should say what changed.
What the official OEM pages actually tell buyers to confirm before ordering
Rapid's OneCUT PRO product sheet matters because it highlights screenless low-speed operation, replaceable cutter components, and service access. Conair's official screenless granulator manual matters because it documents the machine family in rotor-and-tooth terms rather than in standard granulator-bar terms. ZERMA matters because it explicitly ties low rotor speed to lower dust and easy knife maintenance. Those are RFQ signals, not only maintenance notes.
WITTMANN's G-Max XL article is also useful as the contrast case because it describes open 3-blade rotor logic, gap pre-adjustment outside the chamber, and clean scissor cutting for warm parts. That tells buyers exactly why a screenless query and a screened query should not be priced as if they were the same job: one revolves more around rotor-side low-speed cutter geometry, the other more around screened cutting-pair behavior and gap control.
For procurement teams, the simplest translation is this: the first email should state the machine family, the rotor-side cutter style, the feed condition, and the current complaint before it states the outside dimensions of the old part.
Practical selection notes for low-dust regrind, service access, and lower-risk RFQs
The safest buying structure separates three cases. Level one is direct replacement because the screenless unit is stable, the feed is unchanged, and the buyer only needs the same cutter family again. Level two is rotor-side cutter review because the complaint now includes weak bite, more fines, more difficult cleaning, or more frequent rotor-side service. Level three is stage-fit review because the machine may now be processing warmer sprues, heavier reject parts, or more difficult resins than the original low-speed concept was meant to handle.
Dealers and service teams should also say whether the request is for emergency restart stock, a validation batch, or a planned spare program. End users should say whether the line is losing control on bite, dust, long pieces, cleanout time, or maintenance frequency. Those are different commercial problems, and they should not be compressed into one generic replacement request.
If you are not sure where to begin, compare this page with our rotor and hob cutter solution page, the general sprue-runner application guide, the new screenless-versus-screened comparison article, and the granulator knife-gap checklist. That route keeps the RFQ tied to the machine stage where the line is really losing stability.
RFQ checklist for screenless sprue and runner cutter jobs
The strongest RFQs in this category combine geometry with rotor-family evidence. Send these items in the first message where possible:
- Machine brand and model, plus whether it is screenless or another low-speed machine-side design.
- One close photo of the visible cutter, one side-profile photo, and one installed photo of the rotor pocket or cutter box.
- The feed description: PP runners, ABS sprues, PC startup parts, warm molded parts, reject parts, or a mixed machine-side stream.
- Current symptom: weak bite, more fines, longer cleanout, louder running, more frequent cutter change, or unstable regrind.
- Any fixed-side or bed-side evidence if dust, chamber noise, or inconsistent output is already part of the complaint.
- Whether the request is direct replacement, a small validation batch, or a wider rotor-family review.
If you only have a worn part and machine photos, say that directly. In screenless aftermarket work, that is normal. Good rotor-pocket photos, the machine family, and the real symptom are usually enough to begin review.
Representative parts for this line
Use the closest shape below as your RFQ reference, then send dimensions or old-blade photos for fit review.
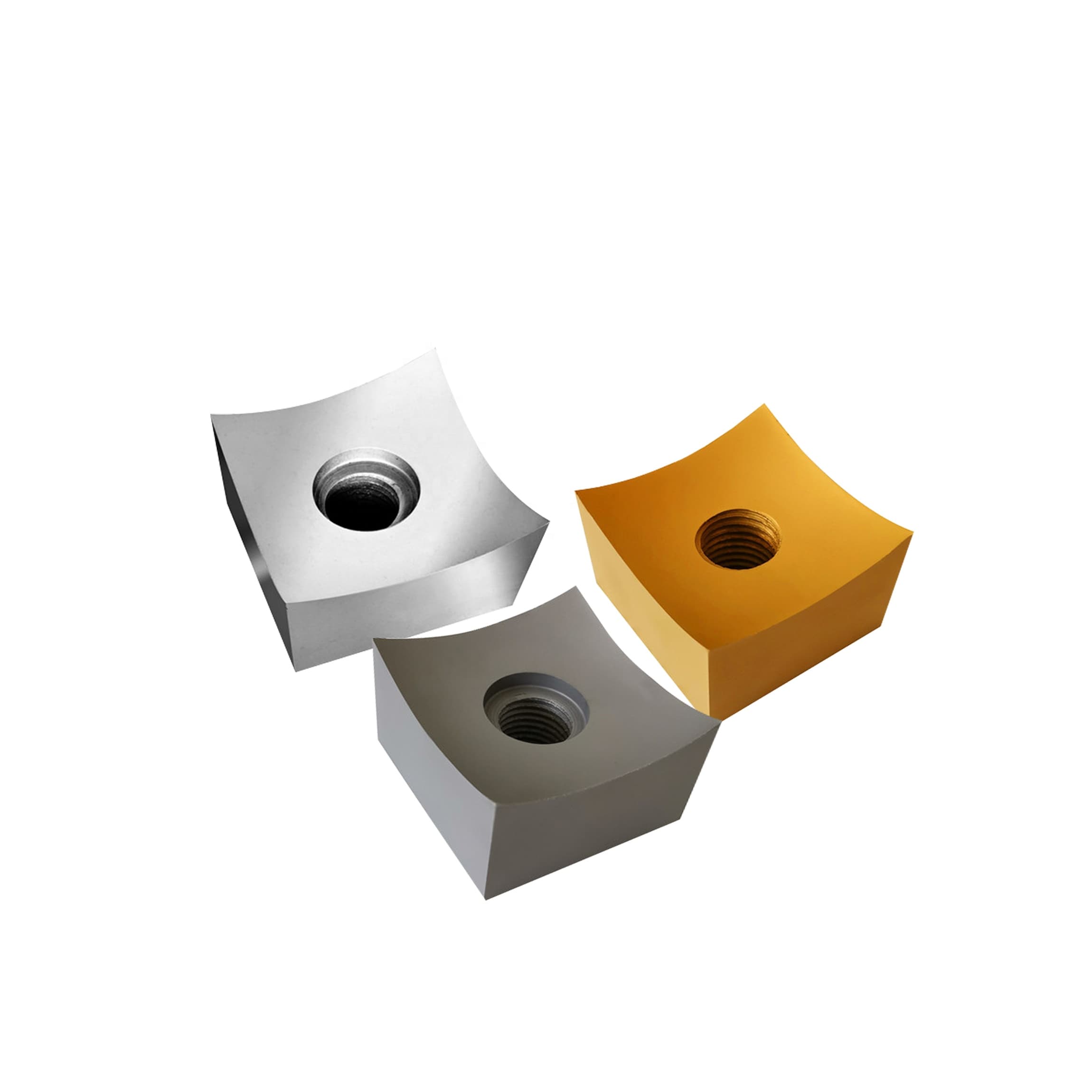
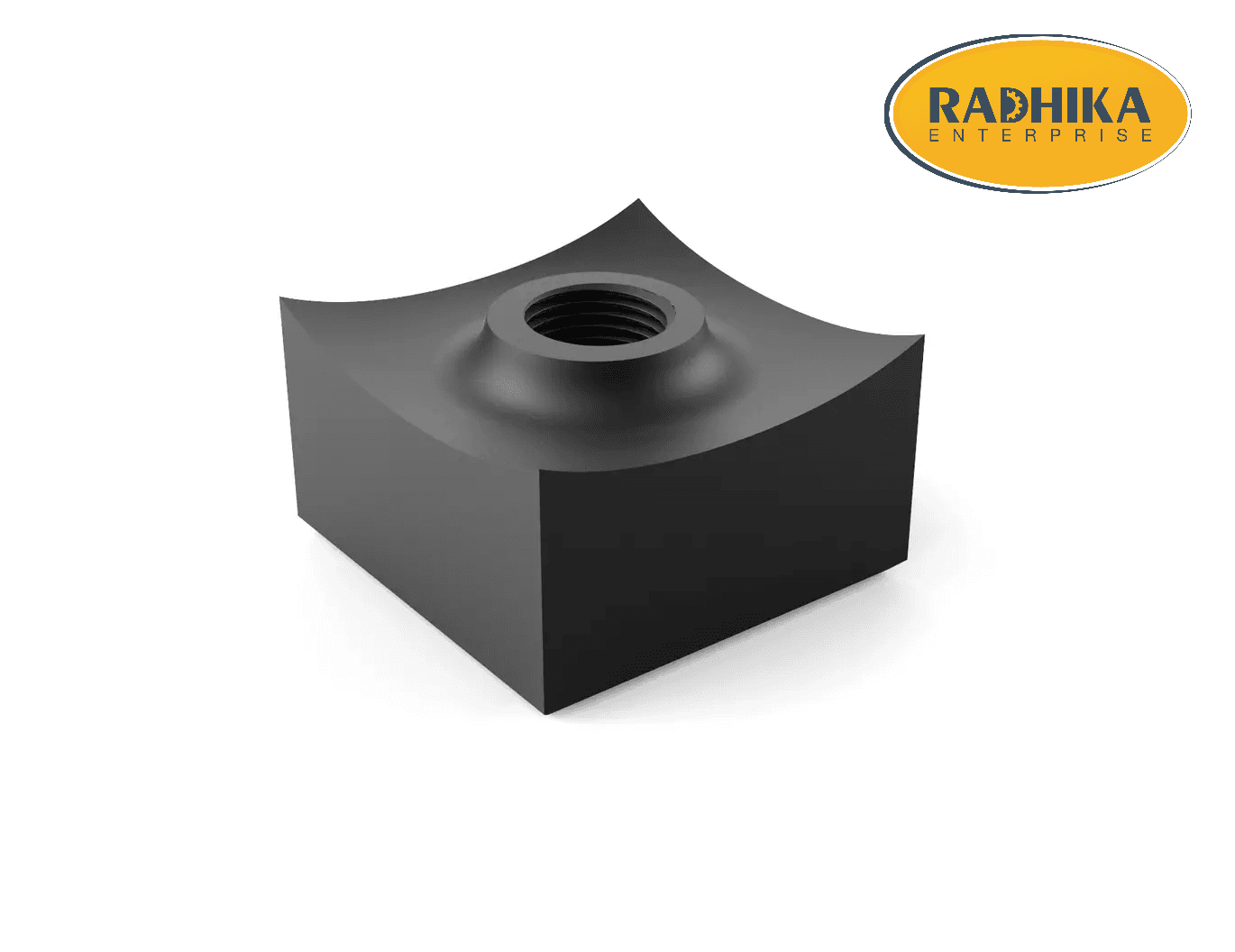
RHK-001
Square Rotor Insert Knife
Square Rotor Insert Knife is built for rotor insert replacement and indexable cutter assemblies. Available in SKD11 / Cr12MoV / 9CrSi for rotary cutting accuracy and consistent service life. The square insert format supports multi-edge indexing on rotor assemblies.

RHK-002
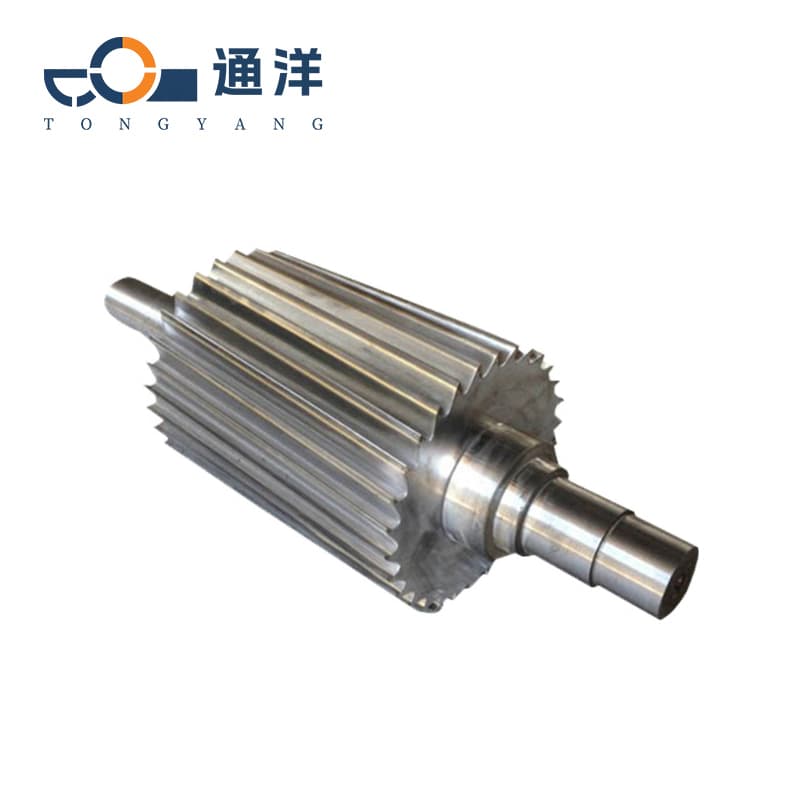
Granulator Hob Knife
Granulator Hob Knife is built for granulator rotor assemblies and rolling and hob cutter heads. Available in tungsten carbide / HSS / alloy steel / D2 for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.
RHK-003
Crown Rotor Cutter
Crown Rotor Cutter is built for granulator rotor assemblies and rolling and hob cutter heads. Available in tungsten carbide / HSS / alloy steel / D2 for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.

RHK-004
Drum-Style Granulator Hob Cutter
Drum-Style Granulator Hob Cutter is built for granulator rotor assemblies and rolling and hob cutter heads. Available in HSS / Carbide for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.
GBK-001
Granulator Bed Knife
Granulator Bed Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 / HSS / tungsten carbide for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.

GBK-005
Granulator Fixed Knife
Granulator Fixed Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 / HSS / tungsten carbide for stable rotor clearance and consistent granulation quality. The profiled body suits fixed or rotary stations where alignment and edge exposure matter.
Related knife categories
Related articles
Screenless vs screened granulator RFQ guide: what sprue-and-runner buyers should confirm before ordering knives
A source-backed buyer guide for deciding whether a sprue-runner knife RFQ belongs with a screenless low-speed cutter family or a screened granulator cutting pair first.
Read articleGranulator Knife Gap Checklist: Reduce Dust, Fines, and Noise
A practical rotor-to-bed-knife inspection flow for recyclers seeing dusty regrind, noisy cutting, or repeated knife damage after a blade change.
Read articleFAQ for screenless sprue and runner granulator cutters
What makes a screenless sprue-and-runner RFQ different from a general injection granulator RFQ?+
Do buyers still need to mention the fixed side or chamber context on screenless jobs?+
When should a buyer compare screenless and screened options before ordering knives?+
Can a supplier quote screenless rotor cutters from worn parts and installed photos only?+
Which internal pages should buyers compare next?+
Primary sources behind this screenless granulator guide
These official sources were used to map screenless and low-speed sprue-runner cutting duty, rotor-side cutter logic, serviceability, and the buyer signals that belong in a lower-risk RFQ.
Rapid Granulator
OneCUT PRO
Positions OneCUT PRO as a screenless low-speed granulator family for sprues and molded scrap, which helps buyers separate rotor-side cutter jobs from standard screened-granulator knife requests.
View sourceRapid Granulator
OneCUT PRO product sheet
Highlights low-speed screenless operation, replaceable cutter elements, and service-oriented rotor-side design that matters for replacement-part RFQs.
View sourceConair
S Series
Describes a screenless cutter housing and ultra-low rotor speed for reducing sprues and runners with very low fines and longs.
View sourceConair
Screenless granulator manual
Provides official machine-family documentation that supports rotor-side cutter, tooth, and service logic for screenless units.
View sourceWITTMANN
Granulators overview
Separates screenless S-Max and beside-the-press G-Max logic and ties low speed and low tool wear to the screenless family.
View sourceZERMA
Slow-speed granulators
Links low rotor speed to lower dust and easier knife maintenance, which is directly relevant to buyer-side RFQ wording for screenless replacement cutters.
View sourceNeed screenless sprue and runner cutters matched to the real rotor family and machine duty?
Send the machine model, rotor-pocket photos, the visible cutter sample, resin and feed notes, and the symptom you are trying to remove. We can review direct replacement versus a wider rotor-side or stage-fit quotation.